


联系我们

2025质量可靠##隧道工字钢弯拱机##厂家批发
更新时间:2025-01-01 20:32:55 浏览次数:5 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 型号 | DGJ-50 |
| 产地 | 河南许昌 |
| 加工能力 | 32-50管子 |
| 重量 | 1300Kg |
| 品牌 | 河南建贸 |
| 品名 | 小导管尖头成型机 |







厂家设备介绍:
规格,材质,技术标准,并提出用料量和必不可少的辅助用料量,一般浆液应按照粘土系,水泥系,水泥化学浆液系,化学药液系来选择,当地下水丰富或有淤泥流砂时,宜采用水泥-水玻璃双液注浆,化学浆液成本高,有一定性。
必要时在小导管附近及工作面喷射混凝土,以防止工作面坍塌,(3)隧道的开挖长度应小于小导管的注浆长度,预留部分作为下一次循环的止浆墙,(4)注浆前应进行压水试验,检查机械设备是否正常,管路连接是否正确,为加快注浆速度和发挥设备效率。阿拉善盟数控小导管尖头成型机/桥梁网片机
横臂下,工作台上,不准放杂物,不有障碍物使用自动走刀,应调整好限位块,手动进给,不要用力过猛。钻头上有长铁屑时,要停车用铁钩,禁止风吹或手拉。
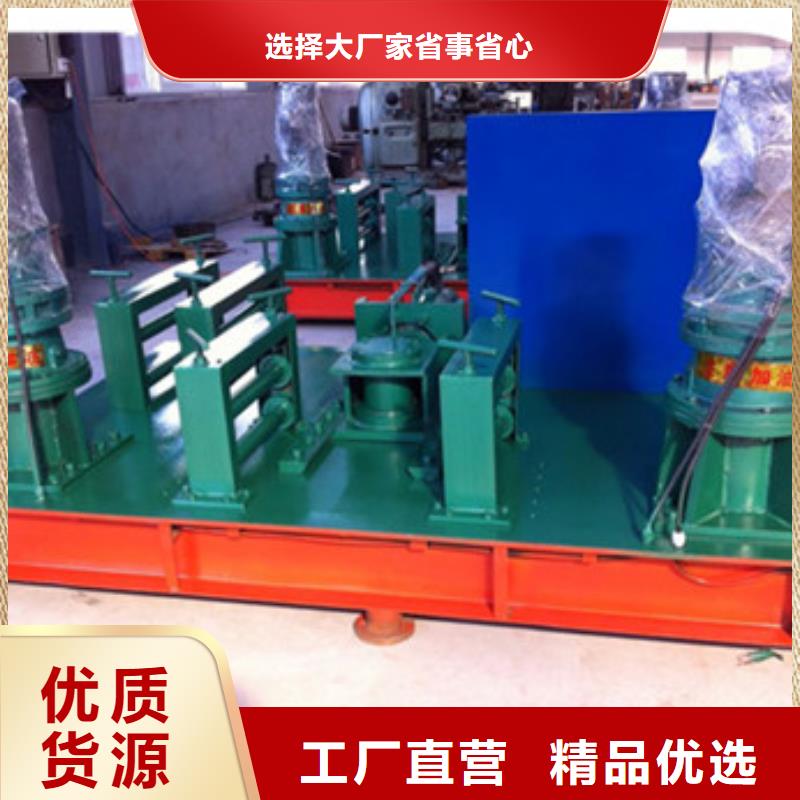
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。
冷弯结束时,关闭机械传动系统 ,将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
相较全液压型弯拱机,价格便宜。
挑选冷弯机5项必看因素及2项须知
(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
(4)电机的功率和减速机的质量。
(5)厂家的生产规模和服务。
须知事项1:所弯的钢材的类型、型号、材质 ;
 2022质量可靠##无锡隧道工字钢弯拱机##厂家批发
2022质量可靠##无锡隧道工字钢弯拱机##厂家批发
为保证工作顺利,在开始工作前一定要把机器调试好。
检查电源是否正常。
检查电机油泵组是否正转。
将压力表开关打开,溢流阀调压手轮松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。
一切准备工作无误后,启动电机,将油压调至10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。
正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,延长设备使用寿命,保障生产的必要条件,因此设备的操作者及维修人员必须了解设备的结构、性能、维护保养方法和操作规程。
在油箱没有注入油前切勿启动电机。使用前首先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油必须经过严格的过滤方可注入油箱,油箱在装油前必须清洗好,一般使用46号抗磨液压油
 jmc
应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围。1.主要利用金属管件塑性变形特性采用热旋锻技术。这种工艺主要针对厚壁钢管缩尖成型成型后圆度好表面光滑。是管类加工行业锥尖成型的关键设备。缩尖后产生的长度变化取决于钢管的直径壁厚和锥度的过渡长度。2.成型主要部分由缩管模具驱动主轴油压送料装置和冷却组成。四片模具静音式机构设计噪音小成型速度快。3.主要元件采用模具钢真空淬火精密研磨完成。4.手动取放料。自动开关启动机器自动完成缩尖加工等所有。5.适合多种材质如铁铝铜和不锈钢等。形状适用圆筒状零件端部缩尖。湖北注浆小导管箭头机小导管锥度机。
WGJ-250全自动电液控制型冷弯机(冷弯拱机)是建贸机械设备有限公司自主研发的新型全自动型钢弯拱机产品。采用液压系统,具有传动平稳,压力大等特点,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。
jmc
应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围。1.主要利用金属管件塑性变形特性采用热旋锻技术。这种工艺主要针对厚壁钢管缩尖成型成型后圆度好表面光滑。是管类加工行业锥尖成型的关键设备。缩尖后产生的长度变化取决于钢管的直径壁厚和锥度的过渡长度。2.成型主要部分由缩管模具驱动主轴油压送料装置和冷却组成。四片模具静音式机构设计噪音小成型速度快。3.主要元件采用模具钢真空淬火精密研磨完成。4.手动取放料。自动开关启动机器自动完成缩尖加工等所有。5.适合多种材质如铁铝铜和不锈钢等。形状适用圆筒状零件端部缩尖。湖北注浆小导管箭头机小导管锥度机。
WGJ-250全自动电液控制型冷弯机(冷弯拱机)是建贸机械设备有限公司自主研发的新型全自动型钢弯拱机产品。采用液压系统,具有传动平稳,压力大等特点,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。1 本产品智能PLC电控部分硬件采用军工级32位芯片,具有纳秒级的 运算速度,极强的抗干扰能力,输入/输出端均采用光电耦合,内部集成了模拟量输入/输出模块,以及rs485等通讯模块。
2 lcd中文液晶屏/TFT触摸屏,参数设定,运行状态一目了然,触摸或键盘控制方便。
3 软件采用进口plc模式设计,为用户提供智能化的设备运行方案,是产品达到高精度,的运行模式。
4 电控柜有电脑/手动两部分组成,元器件采用国内大厂生产,更具性和稳定性。
 数控小导管冲孔机
数控小导管冲孔机根据设计要求,对不同地段不同地质情况围岩采用超前小导管注浆超前支护。小导管采用Φ42热轧无缝钢管,长度4.5 m,壁厚3.5mm,环向布置间距0.4m,每环打入长度3.5m,纵向水平搭接≥1m。沿拱部开挖轮廓线外缘布置,钢管外插角均为3~5度,管内预注浆为水泥浆单液浆体。
上比一般的锥管机更先进在工作时更稳定,更快捷,3,夹模采用进口型夹持力强,不易磨损工作时无左右前后偏摆或跳动的现象和疑虑。 2.成型主要部分由缩管模具驱动主轴系统油压送料装置和润滑冷却系统组成,四片模具静音式机构设计噪音小成型速度快,3.主要元件采用模具钢真空淬火精密研磨完成,4.手动取放料,自动开关启动机器自动完成夹紧缩尖加工等所有动作。